Lake Way hosts several sources of hypersaline brine, which contains the metal salts which are then concentrated and converted into SOP. The brine is abstracted using bores and trenches on the lake surface. The 88 production bores tap into several different resource components, the deepest being the main paleochannel sequence at around 120m below ground level, then with intermediate resources in gravel lenses and siltstone deposits which are between 30 and 60m below ground level.
The bores are connected by the Brine Transfer System (BTS) which transports the brine to the required destination in a completely enclosed pipeline. The 86km of trenches extend to the North, East and South of the pond system on the lake surface, terminating in sumps from where the brine is pumped to its destination depending on requirements.
The requirement for brine supply to the evaporation ponds is seasonal, peaking in the Summer when evaporation rates can exceed 22mm/day, and at its lowest in the Winter, where 2 – 5mm/day is more normal. To manage this variability SO4 uses a disused gold mine in the centre of the lake to store brine. Wiliamson Pit acts as a buffer between the brine supply which is kept as constant as possible, and the pond demand which varies with the seasonal evaporation. With a working capacity of 6.5Gl it is an asset to the site.




Hypersaline brine is pumped into a series of solar evaporation ponds to take advantage of naturally high ambient temperatures and high winds at Lake Way to evaporate the water to produce salts that are rich in potassium for processing into sulphate of potash (SOP). The first ponds to receive brine are the preconcentration ponds. These ponds are designed to increase the concentration of the brine to a point just before the crystallisation of salts begins. Brine is continuously pumped into the preconcentration ponds at a rate which is in balance with the evaporation to maintain the correct concentration profile through the pond.
Preconcentrated brine which has been concentrate to the point of salt saturation in pumped to the halite ponds. These ponds crystallise halite salt (sodium chloride, NaCl) as the brine concentration increases through the system. Approximately 5 million tonnes of halite will be crystallised and removed from these ponds each year. The halite salt produced in the ponds is a waste material due to its low value and high transport costs to port, so it is locally stockpiled and will eventually be returned to the Salt Lake system at the end of the project life.
At the end of the halite ponds, when the brine reaches the concentration where potassium (K) salts start to crystallise, it is transferred to the “K” ponds. These ponds are filled with high concentration brine and then allowed to evaporate under constant operational conditions to precipitate “K salts” of sufficient depth for efficient harvesting. When this point is reached, the K pond is taken off-line and “de-brined” so that the valuable high concentration K salt layer is then harvested and delivered to the Process Plant.
Finally, the brine, which has crystallised out almost all of the K salts at this point, is transferred to the bitterns pond. The pond bitterns, or end brine which is rich in magnesium chloride (MgCl2), has uses in several areas, such as dust suppression or conversion into other magnesium products.
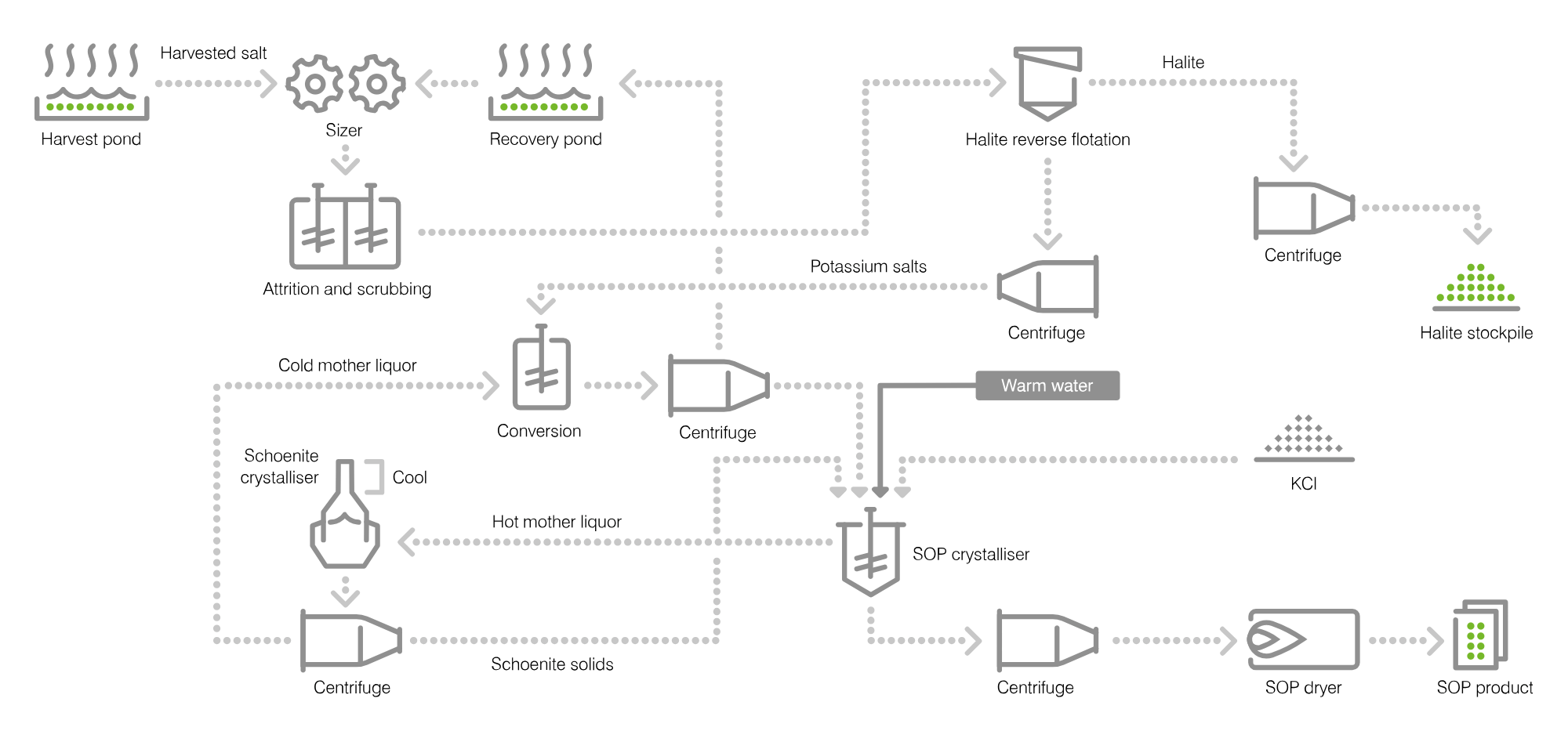
The Process Plant has been designed to purify the specific blend of salts from the Lake Way Solar Evaporation ponds to produce a very high-quality SOP product. The plant consists of several processing steps where the chemistry of the brine and salt slurry is manipulated to remove the NaCl, Mg, and excess SO4 from the salt finally producing a very pure SOP. The processes involved include crushing, screening, flotation, chemical conversion, and crystallisation.
The first step is crushing and attritioning of the blended harvest salt. In this step, the large agglomerations of salt crystals from the harvest ponds are reduced in size and crushed to provide a uniform feed to the plant. The crushed salt is mixed with recirculating brine at saturation, so that it forms a salt/brine slurry. This salt slurry is scrubbed and screened to liberate the individual salt crystals to produce the correct particle size and presentation for flotation. The screen salt is then conditioned to correct the pH, and a “collector” is added for flotation.
Flotation removes the waste halite salt, which is returned to the Salt Lake, while the K rich salt slurry is chemically converted to Schoenite in the conversion step. This is achieved by mixing the K rich salt slurry with cooled mother liquor from the SOP crystalliser. The Schoenite salts that are produced in the conversion step are dewatered in a centrifuge and mixed with hot water at controlled conditions in the SOP crystalliser to produce the final product, Sulphate of Potash, SOP.
The SOP is dried in a rotary dryer and conveyed to the packaging plant where it can be packaged into 25kg bags, 1.35t bulk bags or bulk loaded into trucks. The process plant is controlled and operated by a start of the art control system with advanced remote monitoring.


The Upstream Project expansion marks an exciting phase of growth, focused on significantly enhancing our borefield and pond infrastructure to support increased production capacity.
Central to this expansion is the construction of the P2 evaporation pond, a critical addition that will enable greater brine concentration and storage. The project also involves the integration of the current two-train pond system into a more efficient single-train configuration, streamlining operations and improving flow dynamics. Complementing these upgrades is the expansion of the brine supply network, designed to ensure a consistent and scalable feed into the processing plant.
Together, these developments lay a strong foundation for operational excellence and long-term sustainability.




.svg)